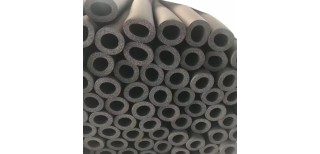
锡林郭勒盟正蓝旗供应橡塑海绵,橡塑海绵耐高温200℃



- 面议
- 2024-11-17 18:17:29
- 橡塑海绵橡塑板材
- 刘玉强 13664869200
- 红山经济开发区鸿业保温材料经销处

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
A为焦烧时间,AB为热硫化的前期,BC为热硫化的中期,CD为热硫化后期,D为正硫化点。如果在A点前发泡,此时胶料尚未开始交联,赫度很低,气体容易跑掉,得不到气孔。当在AB阶段发泡时,这时薪度仍然较低,孔壁较弱,容易造成连孔。如果在BC阶段发泡,这时胶料已有足够程度的交联,豁度较高,孔壁较强,就会产生闭孔海绵。若在D点开始发泡,这时胶料已全部交联,赫度太高,也不能发泡。因此根据发泡剂的分解速度来调整硫化速度。
所谓塑炼,就是从外部向生胶毕加机械剪切力,解开分子间的凝聚力,切断分子链,降低生胶的6性,使之具有一定的可塑度,使配合剂的混合和混炼加工容易进行的一道工序。塑炼分为低温塑炼和高温塑炼两种。对于EPDM等合成橡胶而言,橡胶供应商在聚合阶段就已经调整了适用于制造海绵橡胶的各种ARF33P度。因此,不需要进行塑炼。但是,对于天然橡胶,塑炼还是必需的,塑炼胶的可塑度应保持在0.56以上,这主要基于以下几点考虑:a.生胶充分的塑炼,使它便于混炼,各种配合剂能很好地分散到橡胶中去,使发泡均匀;b.高的可塑性,便于胶料发矶,在发泡的过程中阻力降低;c.能减少硫化制品的收缩性。可逸塑性的大小,对海绵底的收缩影响很大。在海绵橡胶的制造过程中,橡胶a度越低,胶料越容易膨胀,越能够制得泡孔均匀,收缩率小的海绵橡胶。 赤峰销售电话: 河北销售电话:
混炼胶的熟化制造海绵橡胶的技术关键就是混炼胶的熟化。;在海绵橡胶生产过程中,混炼胶熟化极为重要。所谓熟化就是在生胶中加入配合剂混炼后,使混炼胶停放一段时间,可缓和其在加工等过程中产生的残余变形,增进配合剂(发泡剂、硫黄、促进剂等)的溶解和迁移稳定性,使其物理性能、加工性能等得到改善。 赤峰销售电话: 河北销售电话:
海绵橡胶制造过程中重要的工序之一就是想方设法让发泡剂分散均匀。炭黑的分散用导电方法和炭黑分散仪进行测定。但是,发泡剂的分散性能还没有比较容易的评估方法,仍在继续沿用过去的方法,即将混炼胶片拉长,用目测的老方法进行评价。提高分散性可采用先加发泡剂方法。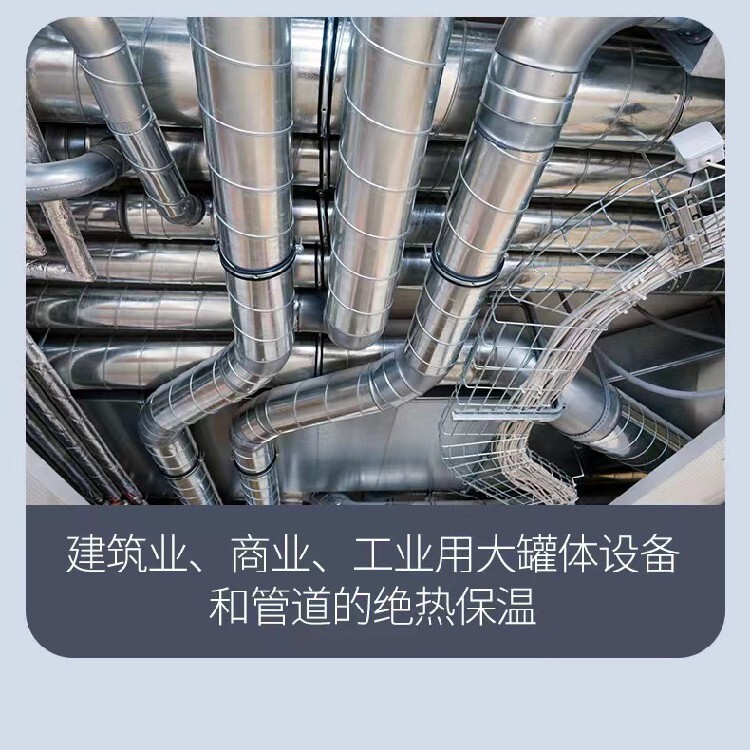
简单的说,塑料与橡胶本质的区别在于塑料发生形变时塑性变形,而橡胶是弹性变形。换句话说,塑料变形后不容易恢复原状态,而橡胶相对来说就容易得多。塑料的弹性是很小的,通常小于,而橡胶可以达到1000%甚至更多。塑料在成型上绝大多数成型过程完毕产品过程也就完毕;而橡胶成型过程完毕后还得需要硫化过程。 赤峰销售电话: 河北销售电话:
橡胶原料的配制可分三个基本过程。 1.塑炼:塑练是将生胶剪断,并将生胶可塑化、均匀化,帮助配合剂的混练作业。其效果是改善药品的分散,防止作业中产生摩擦热,而致橡胶发生焦烧现象,进而改变橡胶的加工性。 2.混炼:混练是将配合药物均匀混入塑炼完成的生胶中,而混炼的优劣,直接影响制品的良否。药物分散不均,分子结构无法完全交联,橡胶则无法达到理想的物性。 3.压出:混炼完成的生胶,经过压出作业,将胶料中含有的多余空气压出,并完成所需的厚度,以利于模具内之成型作业。
生胶分子结构为不饱和长键的弹性体,所以成型的要件中,需有适当的药品添加物及外在环境因素(如时间、温度、压力等) ,将其不饱和键破坏,再重新结合为饱和键,并以真空辅助,将内含的空气完全逼出。 如此,才可令成型的橡胶,发挥其应有的特性。若其成型过程有任何缺失(如配方错误、时间不足、温度失当等),则可造成物性流失,多余药物释出,变形,老化加速,种种严重不良现象产生。
橡胶制品成型时,经过大压力压制,其因弹性体所俱备之内聚力无法消除,在成型离模时,往往产生极不稳定的收缩(橡胶的收缩率,因胶种不同而有差异) ,必需经过一段时间后,才能和缓稳定。所以,当一橡胶制品设计之初,不论配方或模具,都需谨慎计算配合,若否,则容易产生制品尺寸不稳定,造成制品品质低落。 橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。橡胶因硫化物种类主体不同,其成型固化的温度范围,亦有相当的差距,甚至可因气候改变,室内温湿度所影响。因此橡胶制成品的生产条件,需随时做适度的调整,若无,则可能产生制品品质的差异。 橡塑九纵闭泡式结构能够有效地阻止热传导 导热系数,在0°C时不超过0.034W/m·k。 表面放热系数高,达到9W/mk 具有的抗水汽渗透能力 湿阻μ≥5,000 构成“内置”的防水汽层,使保温板整体既是保温层又是防潮层。
NBR-PVC丁氰橡胶是极性材料,加入氢氧化物阻燃剂,会大大降低材料的理化性能,废品率增高,不能连续生产。另外,国内的橡塑材料生产厂由于受到生产成本的影响,只能采用含卤素的阻燃剂,这就是那些橡塑材料燃烧时产生大量黑色、呛人的有毒气体的根本原因。EPDM三元乙丙橡胶是非极性材料,加入氢氧化物阻燃剂后,反而会地提高其物理性能,虽然成本高,但废品率低,燃烧时烟密度低。
- 橡塑海绵橡塑板材
- 海绵
- 刘玉强



