锦州市供应橡塑海绵,橡塑海绵保温

所谓塑炼,就是从外部向生胶毕加机械剪切力,解开分子间的凝聚力,切断分子链,降低生胶的6性,使之具有一定的可塑度,使配合剂的混合和混炼加工容易进行的一道工序。塑炼分为低温塑炼和高温塑炼两种。对于EPDM等合成橡胶而言,橡胶供应商在聚合阶段就已经调整了适用于制造海绵橡胶的各种ARF33P度。因此,不需要进行塑炼。但是,对于天然橡胶,塑炼还是必需的,塑炼胶的可塑度应保持在0.56以上,这主要基于以下几点考虑:a.生胶充分的塑炼,使它便于混炼,各种配合剂能很好地分散到橡胶中去,使发泡均匀;b.高的可塑性,便于胶料发矶,在发泡的过程中阻力降低;c.能减少硫化制品的收缩性。可逸塑性的大小,对海绵底的收缩影响很大。在海绵橡胶的制造过程中,橡胶a度越低,胶料越容易膨胀,越能够制得泡孔均匀,收缩率小的海绵橡胶。
海绵橡胶制造过程中重要的工序之一就是想方设法让发泡剂分散均匀。炭黑的分散用导电方法和炭黑分散仪进行测定。但是,发泡剂的分散性能还没有比较容易的评估方法,仍在继续沿用过去的方法,即将混炼胶片拉长,用目测的老方法进行评价。提高分散性可采用先加发泡剂方法。
海绵橡胶的成型方法有挤出成型、模压成封,平板成型等各种方法。EPDM海绵常用用的一般是挤出方法(汽车零部件)。多半采用连续挤出的热空气硫化发泡的UHF法(微波和热空气并用)进行加工。制造海绵橡胶,除采用连续挤出硫化发泡法外,还有平板硫化发泡法。该方法很早以前就用于海绵橡胶的制造,其特点是能够制得含有微孔的海绵制品。当使用平板硫化机制造橡胶海绵时,一般采用二段硫化法(一段硫化,二段硫化)。一段硫化以发泡剂的分解为主要目的,一段硫化装胶量为模具容积的105℃,经低温短时间〔(100-120)℃X(5一10)min〕硫化后,把所制得的半硫化海绵橡胶装到二段硫化模具内,再高温长时间仁(120-160)℃X(10一15)min〕硫化,完成发泡过程。这样所得到的海绵橡胶制品的尺寸与模具的形状一样。一段硫化条件和二段硫化条件因橡胶海绵的硬度、大小、厚度以及胶种、配方的不同而不同。
一般工业用双面胶,可分压克力胶系及橡胶胶系两大类。而此两大类,又都可分有基材及无基材两种型态(有基材:于胶中加上一层棉质,加强双面胶本身胶量及强度、无基材:纯胶质,确保双面胶之透明度)。因橡胶胶系的主体为CR,用于橡胶制品,极易与橡胶之硫化系统,产生反应而变紫色。所以较淡颜色的橡胶制品,均采用压克力胶系中的有基材双面胶(同种类的双面胶,无论有基材或无基材,均以其本身胶质厚度做区分)。
生胶可分别为天然橡胶及合成橡胶两大类。
1.天然橡胶:由橡胶树干切割口,收集所流出的胶浆,经过去杂质、凝固、烟熏、干燥等加工程序,而形成的生胶料。
2.合成橡胶:由石化工业所产生的副产品,依不同需求,合成不同物性的生胶料。常用的如:SBR、NBR、EPDM、BR、IIR、CR、Q、FKM等。但因合成方式的差异,同类胶料可分出数种不同的生胶,又经由配方的设定,任何类型胶料,均可变化成千百种符合制品需求的生胶料。
天然橡胶来自热带和亚热带的橡胶树。由于橡胶在工业、农业、领域中有重要作用,因此它是重要的战略物资,这促使缺乏橡胶资源的国家率先研究开发合成橡胶。
通过对天然橡胶的化学成分进行剖析,发现它的基本组成是异戊二烯。于是启发人们用异戊二烯作为单体进行聚合反应,得到了合成橡胶,称为异戊橡胶。异戊橡胶的结构与性能基本上与天然橡胶相同。由于当时异戊二烯只能从松节油中获得,原料来源受到限制,而丁二烯则来源丰富,因此以丁二烯为基础开发了一系列合成橡胶。如顺丁橡胶、丁苯橡胶、丁腈橡胶和氯丁橡胶等。c
世界橡胶产量中,天然橡胶仅占15%左右,其余都是合成橡胶。合成橡胶品种很多,性能各异,在许多场合可以代替、甚至超过天然橡胶。合成橡胶可分为通用橡胶和特种橡胶。通用橡胶用量较大,例如丁苯橡胶占合成橡胶产量的60%;其次是顺丁橡胶,占15%;此外还有异戊橡胶、氯丁橡胶、丁钠橡胶、乙丙橡胶、丁基橡胶等,它们都属通用橡胶。
生胶分子结构为不饱和长键的弹性体,所以成型的要件中,需有适当的药品添加物及外在环境因素(如时间、温度、压力等) ,将其不饱和键破坏,再重新结合为饱和键,并以真空辅助,将内含的空气完全逼出。
如此,才可令成型的橡胶,发挥其应有的特性。若其成型过程有任何缺失(如配方错误、时间不足、温度失当等),则可造成物性流失,多余药物释出,变形,老化加速,种种严重不良现象产生。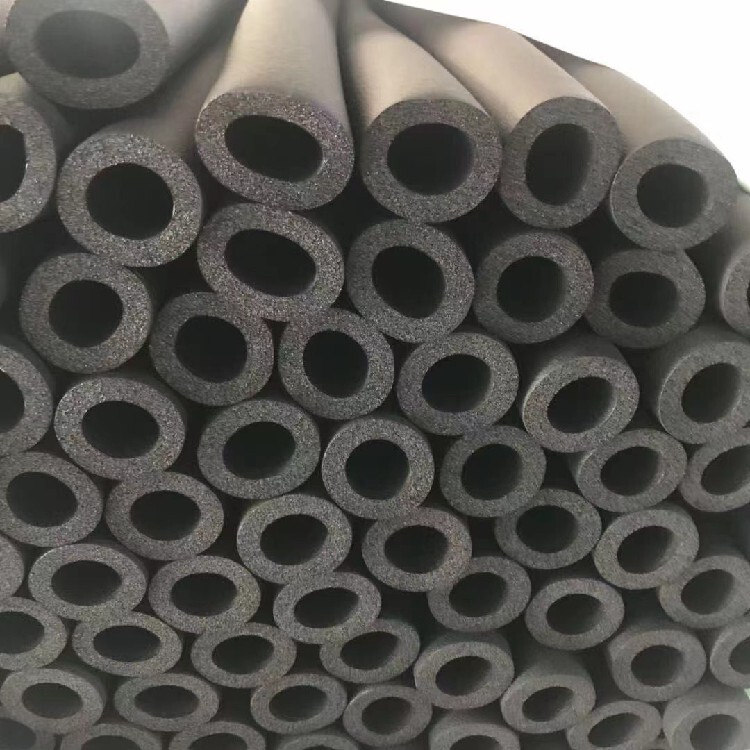
卤系添加剂是指含卤素的阻燃剂,如氯系、溴系等阻燃剂,它们在火焰作用下,释放出惰性气体,隔绝氧气,从而达到阻燃的目的。但是另一方面,在高温作用下,卤系阻燃剂会因为凝聚相热分解产物不能充分燃烧,产生大量有毒腐蚀性气体,形成二次污染,虽然阻止了燃烧,但生成的烟气浓度较大,烟密度较高,产生的有毒气体再一次伤害了人们的身体健康。